Regeneracja wrzeciona Mazak Nexus 510C-II
Regeneracja wrzeciona Mazak Nexus 510C-II
co może się stać, gdy zignorujesz pierwsze oznaki zużycia
Dane techniczne wrzeciona:
- Model wrzeciona: Mazak 12 000
- Stożek mocowania narzędzia: SK40
- Prędkość obrotowa: 12 000 rpm
- Maszyna: MAZAK NEXUS 510C-II

Dlaczego warto
dbać o wrzeciono
Zaniedbanie pierwszych oznak zużycia wrzeciona może prowadzić do bardzo kosztownych konsekwencji. Przekonał się o tym nasz klient, który zgłosił się do nas z problemem związanym z wrzecionem w centrum obróbczym MAZAK NEXUS 510C-II. Jeśli chcesz uniknąć podobnych problemów – przeczytaj, jak wyglądał cały proces regeneracji oraz co doprowadziło do poważnej awarii.


Początek naprawy
demontaż i pierwsza diagnoza
Regenerację rozpoczęliśmy od demontażu wrzeciona z maszyny MAZAK NEXUS 510C-II. Już podczas pierwszej analizy na miejscu stwierdziliśmy:
- uszkodzenie mechaniczne napędu wrzeciona (luz na zapięciu),
- zerową siłę zacisku narzędzia stożka SK40 (0.0 kN na przyrządzie pomiarowym).
Wrzeciono zostało przewiezione do naszego serwisu w celu dalszej, szczegółowej analizy.
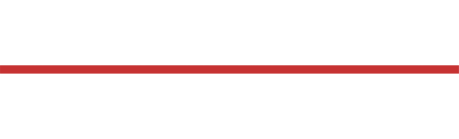
Rozbiórka i pełna diagnoza
wrzeciona Mazak
Po rozebraniu wrzeciona i przeanalizowaniu wszystkich części składowych wykazaliśmy:
- wybicie stożka SK40,
- zużycie łożysk wrzecionowych,
- uszkodzenia oraz pęknięcia sprężyn talerzowych,
- wykrzywienie tulei dystansowych, które wymagały szlifu płaszczyznowego.


Proces naprawy
i pełna regeneracja
Po akceptacji oferty przez klienta przystąpiliśmy do właściwej naprawy. Nasze wyceny zawierają zawsze dokładny termin zakończenia oraz niezmienną kwotę końcową – bez ukrytych kosztów.
1. Wymianę łożysk wrzecionowych
Zastosowaliśmy precyzyjne łożyska o wysokiej trwałości, które zapewniają stabilność i płynność pracy.
2. Szlifowanie tulei dystansowych
Wykrzywione tuleje zostały poddane szlifowi płaszczyznowemu, aby przywrócić im właściwą geometrię.
3. Regenerację stożka SK40
Dokonano korekty wybicia stożka, przywracając jego zgodność z fabrycznymi tolerancjami.
4. Wymianę sprężyn talerzowych oraz elementów zacisku
Stare, popękane sprężyny zostały zastąpione nowymi, co przywróciło prawidłowe działanie mechanizmu zaciągu narzędzia.
5. Wyważenie wrzeciona
Wykonaliśmy wyważanie dynamiczne w klasie dokładności 0.4G, eliminując wszelkie niepożądane wibracje.
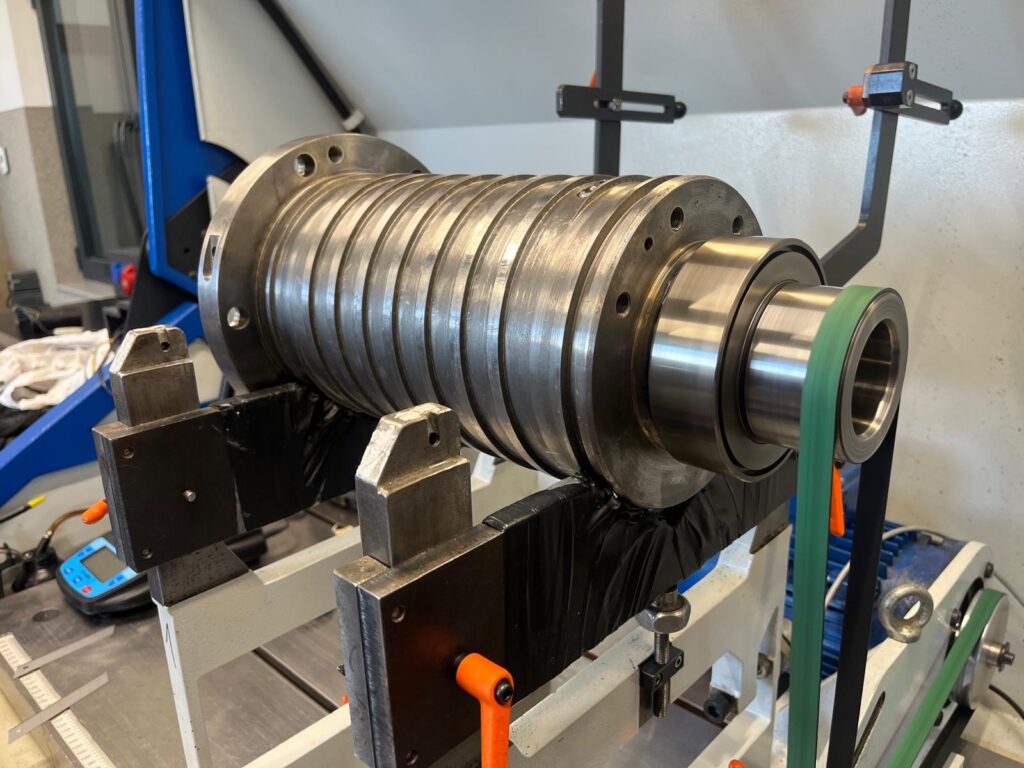
6. Testy pomiarowe
pomiar siły zacisku narzędzia: 10.3 kN,pomiar bicia na trzpieniu kontrolnym l=300 mm: 0.003–0.005 mm.

Jak uniknąć
kosztownej regeneracji wrzeciona
W tym przypadku pełna regeneracja wrzeciona była konieczna, ale można było jej uniknąć. Wystarczyłby regularny pomiar siły zacisku narzędzia – szczególnie dla stożków SK40. Zbyt słaby zacisk prowadzi do wybicia stożka w trakcie pracy, a to z kolei generuje drgania i niszczy łożyska wrzecionowe.
Zadbaj o swoje wrzeciono – zanim będzie za późno:
Nie pozwól, by Twoja maszyna trafiła do serwisu dopiero w krytycznym stanie. Wykonuj kontrolne testy przynajmniej raz do roku – to prosty krok, który może uchronić Cię przed kosztowną naprawą i długim przestojem.
Skontaktuj się z nami – BMS SERWIS WRZECION CNC – i zleć kontrolę siły zacisku oraz stan techniczny swojego wrzeciona.